- Оборудование для производства гофрокартона
- Как выбрать гофроагрегат для производства гофрокартона?
- Материал использовался все чаще и чаще.
- Преимущества строительных материалов
- Существует потребность в оборудовании.
- Выбор помещения должен быть тщательно продуман.
- основные параметры
- Заключительные этапы производства
- Использование в технологии автоматизации
- Расходы, которые будут понесены.
- амортизация
- Бизнес с большими перспективами
- Исследование процесса производства гофрокартона.Брифинг с фотографиями и видео о технологиях и оборудовании.
- этапы производства
- производство профилей
- производственные требования
- производственный процесс
- Машины и установки для производства
- Производство гофрокартона – какой вид оборудования используется?
- Оборудование для производства гофрокартона
- Ручное оборудование для производства гофрированного картона
- Линии промышленного производства гофрокартона для производства гофрокартона
- Двухбалочный или консольный размоточный станок
- многоцелевой фрезерный станок
- Электромеханические или пневматические гильотинные ножницы
- получатели
- Автоматизированная система управления линией
Оборудование для производства гофрокартона


Статья
3. производственные требования5. Производственные мощности6. Эксплуатация завода ProzessProfnastel – современное и универсальное покрытие. Используется в частном строительстве, в промышленности, при строительстве небольших зданий. Для того чтобы получить материал для кровли и фасада, необходимо современное оборудование и правильно осуществлять производственный процесс.
Статья информирует Вас об условиях, связанных с технологией производства материалов. В то же время мы не будем описывать процесс выполнения монтажных работ.
Для производства гофрированных листов необходимо профилировать гладкие стальные листы, чтобы получить гофрированные листы. Покрытие материала может быть оцинкованным или декоративным.
Профессионалы часто используют его как качество:
- Материал для возведения стен промышленных зданий и павильонов;
- Ограждающий материал внутри и снаружи здания;
- опалубочных панелей;
- Материал для кровли промышленных и жилых зданий;
- для монтажа перегородок и различных типов перегородок.
Профильные полы имеют защитный полимерный слой. Кроме того, материал имеет разную высоту волны.
Этапы производства материалов:
- Создайте проект, включающий все свойства материала: Тип, цвет, длина и количество профилированных листов;
- Использование прокатных станов для производства профилей;
- Транспортировка товаров к потребителю.
Для того чтобы изготовление профилированных листов было качественным, необходимо использовать только специальное оборудование.
Для производства трапецеидального профилированного листа требуются установки для производства гофрированного листа. Профильные полы представляют собой гнутые профили из листового металла. Материал также имеет трапецеидальную волнистость.
Для производства кровельных профилей необходимо использовать прочную сталь. Холодное профилирование является лучшим методом обработки. Профилированный лист может быть покрыт специальным покрытием.
Это зависит от факторов использования материала и потребностей покупателя. Если материал профиля должен использоваться для наружных работ, рекомендуется использовать материал с покрытием.
Покрытие бетонной опалубки не требуется.
Каждый тип гофрокартона имеет свою толщину. За счет использования качественного сырья в виде стали первых марок – профиль изготавливается с цинковым покрытием 26 мкм. Если толщина покрытия уменьшается до 10 или 13 микрон, увеличивается износ.
- В аппаратной должен быть ровный бетонный пол;
- Наличие специального оборудования, грузоподъемность которого должна превышать 5 тонн;
- Температура в помещении не должна быть ниже 4 градусов. При работе с пневматическими механизмами необходимо следить за тем, чтобы температура не опускалась ниже 10 градусов;
- Двери для быстрой разгрузки сырья и загрузки готовых заказов;
- Наличие месторождений рулонной стали.
Машины для производства гофрированного картона и требования к его размещению:
- Установите машины таким образом, чтобы они были легко доступны для проведения работ по настройке или ремонту.
- Размоточный станок должен быть расположен вблизи мест хранения сырья.
- Если в складском помещении недостаточно места, разместите его в отдельном здании по адресу:
Имея специальное оборудование для производства форматов китайского гофрокартона, вы можете производить листы длиной до 25 метров.
Прежде чем начать производство гофрированного картона, необходимо создать эскиз проекта и выполнить математические расчеты. Затем выберите цвет покрытия и толщину напольного покрытия.
https://www.youtube.com/watch?v=y1kDvXzEzaEzaE
Затем материал может быть изготовлен на профилегибочных станках.Результатом являются кровельные, стеновые и напольные профильные панели.
Следующие этапы являются типичными для технологии производства гофрированного картона:
- Установка намотанной стали в размотчик прокатного станка;
- Сортопрокатный стан транспортирует полосовой металл к ножницам, где происходит разделение излишков;
- Установите длину листа и количество листов на панели управления;
- автоматическая прокатка листов;
- Автоматическая резка листа и выравнивание его по приемному укладчику;
- Маркировка и упаковка готовых панелей в полиэтиленовую пленку.
Производственная линия по производству гофрокартона включает в себя два способа обработки листового металла: холодный и горячий. Широко используются машины холодной обработки. Они не требуют нагрева сырья.
Эти машины отвечают за прокатку и резку профилированного листа. Таким образом, материал имеет форму профиля (подробная статья: “Трапециевидная листообрабатывающая машина”).
Для производственных предприятий характерны следующие этапы механизации:
- автоматизированно;
- Руководство;
- Мобильный телефон.
Мобильные установки используются для производства криволинейного гофрированного листа. Обычно машины устанавливаются непосредственно на стройплощадке. В результате промышленное предприятие получает листовую продукцию. Используется для строительства ангаров, зерновых складов и аэродромов.
Ручной прокатный стан для производства гофрированного картона используется для производства мелких материалов. Все операции выполняются вручную. Ручные станки часто встречаются на металлообрабатывающих предприятиях.
Производителями являются различные строительные компании, занимающиеся производством армированных конструкций (см. также: “Ручная профильная напольная машина – Технология производства”). Машины включают в себя автоматическое или полуавтоматическое оборудование.
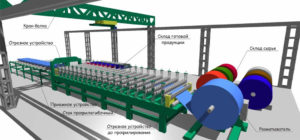
Существует целый ряд механизмов, расположенных в последовательном порядке.
Линия по производству гофрокартона имеет следующий состав:
- Размотчик стальной катушки;
- Профилеформирующее устройство;
- Ножницы под названием “гильотина”.
- принимающее устройство;
- автоматизированная система управления.
- Первым шагом является размещение оцинкованного тонкого стального листа на размотчике.
- Ввод полосы в прокатный стан, состоящий из нескольких пар клетей.
Качество профилированных листов зависит от них. Каждая пара штативов имеет специальные ролики с заданной геометрией. Они, в свою очередь, монтируются на нижнем и верхнем валу.
- Оцинкованный лист оцинкованной стали, проходящий через раму, имеет заданную ранее геометрию.
Современная линия по производству гофрированного картона может включать в себя сенсорную панель, электромеханические ножницы, приемные роликовые конвейеры и зажимные устройства. Кроме того, оборудование часто включает в себя таблицу, необходимую для формирования кромок и сбора отходов.
Как работает производственная линия по производству гофрированного картона можно посмотреть на видео:
Основным элементом завода является прокатный стан. Без него невозможно создать профиль.
Профилированный лист пользуется большим спросом, из года в год растет, поэтому многие эксперты считают, что инвестиции в производство проката экономически оправданы.
Если у вас есть высококачественное оборудование и первоклассная сталь, вы можете спокойно начать производство профилированных листов. Мы рекомендуем вам ознакомиться с фото- и видеоматериалами для лучшего понимания производственного процесса. Если вам требуется сырье, обратитесь к специализированному дилеру или производителю.
Источник: http://kryshadoma.com/profnastil-proflist/oborudovanie-dlya-proizvodstva-profnastila.html
Как выбрать гофроагрегат для производства гофрокартона?
Для производства профилей из самых разных металлических форм необходимо использовать специальные устройства для гибки профилей. Там, где это возможно, компании могут производить кольца, трубки, спирали и купола.
Понятно, что профилегибочные устройства значительно расширяют ассортимент выпускаемой продукции. И одним из направлений, которое может быть охвачено таким оборудованием, является производство гофрированного картона.
Материал использовался все чаще и чаще.
В связи с тем, что прогресс не является статичным, а также экономией времени в строительной отрасли, быстрое строительство зданий стало популярным, и во многих ситуациях профессиональное покрытие полов считается обязательным элементом. С его помощью можно значительно упростить технологию строительства.
После сборки металлического каркаса можно использовать соответствующие металлические листы как снаружи, так и внутри здания. Изоляция может быть размещена между ними. Эта технология используется при строительстве многочисленных складов, гипермаркетов и многих других зданий.
Преимущества строительных материалов
В связи с возможностью производства гофрированных листов различной формы, они все чаще используются для кровельного покрытия. Кроме того, растет число устройств, которые могут быть использованы для производства такого типа материалов. Предприниматель имеет возможность заказать оборудование для производства гофрокартона из Китая, Кореи, Франции, Америки и др.
Этот строительный материал также использовался при строительстве домов. Не менее важным преимуществом является то, что старый пол из гофрированного картона может быть быстро заменен на новый. Этот материал устойчив к ржавчине, высоконадежен и внешне привлекателен.
Профильные полы также характеризуются классификацией по ширине готового профиля, форме и высоте волнистости, использованию сырья и лакировки, а также по условиям их использования. В качестве сырья, как правило, используются оцинкованные валы и листы со специальными покрытиями.
Существует потребность в оборудовании.
Для того чтобы усилить конкуренцию в собственной компании, необходимо создать качественный и надежный материал. Только в такой ситуации можно планировать увеличение количества клиентов. Для того чтобы начать собственное дело, необходимо приобрести специальное оборудование для производства гофрированного картона, отвечающее всем требованиям.
Производство строительных материалов осуществляется в несколько этапов. В результате получается профилированная панель определенной формы. Оборудование для производства гофрированного листа по его техническим параметрам – ряд различных агрегатов.
Производственная линия по производству гофрированного листа включает в себя автоматическую систему управления, стан сбора, гильотины, прокатный стан и установку размотки рулонов.
Выбор помещения должен быть тщательно продуман.
В дополнение ко всем требованиям, предъявляемым непосредственно к оборудованию, необходимо учитывать нюансы, связанные с выбором помещения, в котором будет производиться производство строительных материалов, и следить за тем, чтобы пол был ровным. Размотчик крепится к нему анкерными болтами.
Температура в помещении не должна превышать четырех градусов Цельсия. Если этот параметр не соблюдается, в лакокрасочном покрытии появятся трещины. Соответственно, качество листа будет низким.
Следует также отметить, что в помещении должно быть установлено специальное подъемное устройство. Необходимо выделить территорию, на которой будет доступно сырье для будущего строительного материала. Соответственно, должно быть выделено место, где будет храниться конечный продукт.
основные параметры
Какими свойствами должны обладать установки для производства гофрированного листа? Этот вопрос требует дальнейшего изучения. Гибочное оборудование включает в себя размотчики – безопорные и с двойной опорой. С помощью крановой балки рулон укладывается на консольный разматыватель.
При использовании автоматической системы размотки в линии размотка осуществляется как с полным контролем скорости, так и с контролем провисания контура. Максимальная ширина тюка в такой ситуации может достигать 1250 миллиметров.
Заключительные этапы производства
Машина для производства гофрированного листа имеет основной элемент – прокатный стан. Это рама с рабочими стойками. Они последовательно сгибают заготовку в профильный пол. Свойства прокатного стана могут отличаться.
Поэтому выбор оборудования требует тщательного подхода к выбору оборудования. Понятно, что такие элементы, как шаблон прокатки, количество рабочих клетей и многие другие, очень важны. После завершения процесса изготовления гофрированного листа необходимо отрезать изделие.
Для этого в конце прокатного стана имеется пара ножниц. Форма устройства аналогична форме профилированного листа, поэтому резка может выполняться без заусенцев. Если лист идентифицирован по 19 рабочим столам и используется для обработки толстого листа, требуется ножничный резак.
Использование в технологии автоматизации
Для приема готовой продукции и формирования упаковки, а также для упаковки полученной продукции, необходимо использовать специальное приемное устройство. В этой ситуации это вагон. Вместо этого можно также использовать автоматический укладчик с автоматизированной системой управления.
Характеристика длины приемника полностью зависит от параметров изготовленного профилированного листа. Весь процесс прокатки и скорость, с которой он производится, можно настроить с помощью автоматической системы управления. Благодаря автоматизации весь производственный процесс может быть запущен без проскальзывания.
Кроме того, отсутствует внезапное натяжение, которое негативно сказывается на машине. Все это позволяет предотвратить возникновение широкого спектра чрезвычайных ситуаций с помощью профилактического мониторинга.
С помощью автоматизированной системы управления можно полностью исключить возникновение человеческого фактора в производственном процессе. Таким образом, обеспечивается максимальная безопасность оператора в непосредственной близости от производственной линии.
Безопасность всего производственного процесса значительно повышается благодаря использованию специальных датчиков, которые могут обнаружить присутствие ненужных предметов или рук и остановить работу до тех пор, пока все ненужные предметы не будут удалены.
Расходы, которые будут понесены.
Если вы решите наладить производство профессиональных напольных покрытий и начать собственное дело, вам придется рассчитать ожидаемые затраты.
1. чтобы купить машину для производства гофрированного картона, нужно потратить около 650 тыс. рублей. Если вы планируете дальнейшее расширение, оборудование должно быть усовершенствовано, и, как следствие, приложены значительные усилия.
2. аренда помещений составит около 240 тыс. в год.
3.Для выплаты заработной платы работникам необходимо будет тратить около 360 тысяч рублей в год.
4. на рекламную деятельность необходимо выделить около 100 тыс. рублей.
амортизация
В результате несложных расчетов получается, что для организации собственного предприятия по производству строительных материалов потребуется около 1 миллиона 350 тысяч рублей. Затраты окупятся примерно через полгода.
Все зависит от закупаемого оборудования, а также от конкуренции и спроса в конкретном регионе. Затраты также могут быть снижены. Для этого необходимо приобрести ручной гофроагрегат. Однако производительность не будет слишком высокой.
Бизнес с большими перспективами
Таким образом, эта деятельность характеризуется относительно быстрой окупаемостью инвестиций. Также необходимо отметить очень хорошие перспективы, которыми обладает производство полов.
По мнению многих экспертов, в ближайшее время планируется увеличение спроса на данный вид строительных материалов.
Так почему бы не попробовать открыть свой собственный бизнес? Стоимость оборудования для гофроагрегатов также не слишком высока.
Источник: https://BusinessMan.ru/new-kak-vybrat-oborudovanie-dlya-proizvodstva-proflista.html
Исследование процесса производства гофрокартона.Брифинг с фотографиями и видео о технологиях и оборудовании.
Профильные полы уже давно приобрели статус универсального и надежного покрытия.
Этот современный кровельный материал используется в производственных помещениях, складах, частных зданиях, различных типах ангаров и на объектах быстрого монтажа.
Современные технологии производства позволяют получать высококачественный гофрированный картон для кровли и в качестве материала для фасадного строительства.
В данной статье мы ставим перед собой задачу познакомить читателя с основными особенностями производства гофрокартона. Что касается методов установки этого популярного материала, то тема отдельного обзора.
этапы производства
Покрытия профилей состоят из тонких стальных листов, снабженных специальным декоративным или цинковым слоем. Эти листы подвергаются обработке, известной как профилирование, в результате чего получаются гофрированные листы, которые мы называем гофрированными листами.
Цвет шрифта = #38B0DE=https://www.youtube.com/watch?v=- Гордые подарки.
Наиболее часто используются профилированные листы:
- в качестве материала для строительства перегородок и стен в производственных цехах и конструкциях, павильонах, быстро возводимых зданиях;
- для внутренней и наружной облицовки зданий;
- в опалубке из опалубочного материала;
- как надежный материал для кровли в промышленности и гражданском строительстве;
- для возведения различных типов ограждений (постоянных или временных).
Профильные полы могут изготавливаться с покрытием из полимерного материала и с различной высотой волны.
Консолидированный производственный цикл данного материала представлен следующим образом:
- Конструкция гофрокартона с учетом размеров листа, цвета и комплектации поставки;
- Поддержание требуемого профиля на специальных прокатных станах;
- Отправка готовой продукции заказчику.
Для производства высококачественных профилированных листов необходимо иметь хорошо отлаженное технологическое оборудование, предназначенное для производства данного вида продукции.
Использование оборудования ручной работы и низкого качества приводит к различным отклонениям от установленных требований к качеству, включая отклонения в размере и форме панелей.
производство профилей
Профильные полы представляют собой изогнутые профили из листового металла, которые имеют волны в виде трапецеидальной формы. Для придания листам такой формы необходимо использовать специальное технологическое оборудование.
Металлические профили для кровельного покрытия получаются холодным профилированием. В качестве сырья используется прочная сталь.
Профилированные листы с покрытием или без него могут быть изготовлены по желанию заказчика.
Непокрытый профиль используется для опалубочного оборудования в строительной промышленности. Для наружного применения требуется материал с покрытием.
Профильные полы доступны в различных толщинах. Листы из высококачественной стали имеют толщину слоя цинка 20 – 26 микрон.
Если толщина покрытия недооценивается на 10 – 12 микрон, этот профиль может подвергнуться преждевременному износу.
производственные требования
При проектировании производства профилей для гофрированного картона и самого гофрированного картона должны выполняться следующие требования:
- В производственном помещении должен быть уложен ровный бетонный пол;
- Требуется подъемное устройство весом более 5 тонн;
- В помещении должны быть предусмотрены входные ворота для погрузки и разгрузки;
- Необходимо обустроить места для хранения металла в рулонах;
- Температура в производственном цеху должна быть не менее 4°C, а в случае пневматических устройств – не менее 10°C.
Если Вы сами организуете производство профилированных листов, то необходимо выполнить требования к месту расположения завода.
- Станки должны быть спроектированы таким образом, чтобы обеспечить нормальный доступ к их компонентам и приводам для технического обслуживания, осмотра и ремонта.
- Лучше всего разместить процессор непосредственно на месте хранения сырья.
- Если свободного места недостаточно, конечный продукт можно хранить в отдельных помещениях.
Также выпускается завод по производству гофрированного картона длиной до 25 м.
производственный процесс
Производство гофрированного картона начинается с разработки чертежа или эскиза и выполнения необходимых расчетов, толщины листа и цвета защитного слоя.
Затем Вы можете перейти непосредственно к производству напольных, кровельных или стеновых профильных панелей.
Основные этапы технологического процесса производства профилированных листов:
- Установка стального рулона в размотчик;
- Введите необходимые параметры листа и количество листов на панели управления;
- Прокатка намотанного материала на прокатном стане в автоматическом режиме;
- Автоматическая резка ножницами до нужного размера;
- Перемещение готового листа в штабелер;
- Маркировка сборных панелей и упаковки из полиэтилена.
Машины и установки для производства
Гофрированный картон может производиться горячим или холодным способом. Наиболее популярными являются станки холодной прокатки без использования нагрева сырого металла.
https://www.youtube.com/watch?v=z8Z6776hTxm8
Этот процесс называется профилированием, так как в результате получается плоский лист в виде определенного профиля. Готовые профили прокатываются и вырубаются на производственных линиях.
Для производства напольных покрытий из гофрированного картона требуются различные типы оборудования в зависимости от области применения. Для достижения различной высоты канавок профилирующий станок должен прикладывать соответствующее усилие.
В зависимости от степени механизации, оборудование может быть использовано для производства гофрированного картона:
- мобильный (мобильный);
- Руководство;
- автоматически
Мобильные устройства подходят для производства гофрированного картона в полевых условиях или непосредственно на стройплощадке, гофрированный картон используется в строительстве сооружений из гофрированного картона: Память, ангары и т.д.
Портативное оборудование позволяет производить небольшие и незначительные объемы гофрированных профилей. При этом все технологические работы выполняются вручную. Ручные механизмы используются строительными компаниями в условиях небольших металлообрабатывающих цехов для изготовления дополнительных элементов.
Когда речь заходит об автоматизированных системах, подразумеваются автоматические или полуавтоматические системы. Они включают в себя полный комплект оборудования и механизмов в потоке, т.е. последовательность технологических процессов. Автоматизированное оборудование позволяет получать высококачественные профили с высокой производительностью.
Структура производственной линии
В целом, линия по производству гофрокартона состоит из следующего оборудования:
- консольное устройство для разматывания рулонов;
- прокатный стан, на котором формируется профиль;
- Ножницы гильотины для резки до нужного размера;
- устройство для сбора и штабелирования;
- Система управления.
Технология производства выглядит следующим образом:
- На размотчике установлены листы оцинкованной стали в рулоне.
- Разбухающая металлическая лента подается в прокатный стан. Мельница содержит
- необходимое количество стендов. Сепаратор представляет собой пару профилирующих роликов с определенной геометрией, один под обрабатываемым листом, а другой сверху.
- Гладколистовая сталь меняет свою форму на профилированную, проходящую сквозь стойки.
В зависимости от конфигурации, производственное оборудование может включать в себя кромкообразующие зажимы, роликовые конвейеры, электромеханические ножницы, сенсорную панель и специальные контейнеры для сбора отходов.
Основой всего комплекса является прокатный стан, так как он отвечает за производство профилей, отвечающих требованиям потребителей.
Учитывая постоянно растущий спрос на профессиональные напольные покрытия, можно предположить, что инвестиции в производство этого строительного материала будут иметь хорошие перспективы с экономической точки зрения.
Для производства высококачественных материалов, отвечающих современным требованиям и в достаточном количестве, необходимо организовать производственную линию, оснащенную современным высокотехнологичным оборудованием.
Источник: https://www.prostokrysha.ru/vidy/metallicheskie/proizvodstvo-profnastila-jetapy-i-osobennosti.html
Производство гофрокартона – какой вид оборудования используется?
Производство надежных, легких и недорогих гофрированных листов, которые сегодня используются в строительной отрасли, осуществляется на специальных ручных и автоматических заводах.
Профильные полы – это универсальный современный материал для строительства плоских зданий, облицовки стен, крыш и других строительных работ из оцинкованной листовой стали. Для получения такой стали нужной формы используются только два процесса – горячий и холоднокатаный прокат. Оба процесса включают в себя прокладку плоских стальных листов через специальные валки.
https://www.youtube.com/watch?v=fhQMfgjngMMMMMMMMMMM
Благодаря своим особенностям, технология горячей прокатки доступна только на крупных металлургических заводах.
Однако холодная прокатка стальной заготовки для производства профилированного листа может осуществляться в полупрофессиональных и даже любительских условиях. Самое главное здесь – правильно подобрать оборудование и научиться грамотно его использовать.
Технология производства стенового и кровельного гофрированного листа методом холодной прокатки состоит из двух последовательных процессов. Сначала заготовка проходит через валки, затем гофрированный картон разрезается на заданные геометрические сечения, форма валков, как известно, определяет форму конечного продукта.
Самая простая ручная машина для изготовления профильных листов способна “передать” нам только одну пресс-форму.
В тех случаях, когда для производства гофрокартона используется автоматизированная линия, она обычно позволяет получать изделия различных марок и форм.
Такое разнообразие достигается за счет того, что автоматизированная система позволяет изменять настройки роликов.
Производство возможно на трех основных типах установок:
Базовая машина может быть использована любым человеком для производства гофрированного листа, но только если он готов приложить достаточные физические усилия для обработки стального листа.
Более мелкие заготовки обычно закатываются на ручных станках. Качество заготовок низкое.
В большинстве случаев такой станок используется для изготовления профилированных панелей для ограждений и ограждений.
Ручные устройства не требуют предварительной сборки. В Интернете имеется много подробных чертежей и диаграмм, которые можно использовать для создания простейшего гибочного станка. Обратите внимание еще раз – нет смысла использовать его для производства действительно высококачественных гофрированных листов. Ты просто ничего не можешь поделать.
Полуавтоматизированные заводы по производству гофрированного картона позволяют выпускать более профессиональную продукцию.
Такие агрегаты оснащены электроприводом, имеют относительно небольшой вес, что позволяет перемещать их и использовать непосредственно на объектах, где ведется малое строительство, строительство хранилищ сельскохозяйственной продукции и складов, ангаров, ограждений и так далее.
Стационарная автоматическая линия представляет собой весь комплекс агрегатов и может включать в себя следующие настройки в зависимости от оборудования:
- непосредственно на прокатный стан с валками различных размеров;
- устройство для резки гофрированного листа;
- Оборудование для нанесения полимерного покрытия на готовую продукцию.
Даже при компиляции автоматизированных линий иногда имеется устройство для загрузки. Понятно, что такие комплексы сопряжены с большими затратами.
Однако их производительность также во много раз выше, чем у ручных и полуавтоматических станков.
Инвестировать в автоматическое оборудование имеет смысл, если Вы планируете долго и продуктивно работать в области производства и продажи профилированного листа со всеми возможными геометрическими параметрами.
Эксперты отмечают, что для выпуска качественного профилированного листа необходимо наличие следующих механизмов и приспособлений в минимальном комплекте автоматизированного оборудования:
- Механизм крепления рулонов сырьем (листы оцинкованной стали) и их размотки. При промышленном производстве гофрированного листа покупка стального листа у металлургических заводов, которые обычно поставляются в относительно массивных (до десяти тонн) рулонах, требует закупки большого количества рулонов. Без специального устройства для их раскрутки и начала работы это нереально.
- Автоматическое устройство, позволяющее корректировать провисание заготовки между прокатным станом и механизмом размотки без участия оператора установки. Машины работают на высоких скоростях, поэтому человек без этого устройства не в состоянии выполнить необходимые настройки.
- Прокатный стан для прокатки рулонов листа. Желательно, чтобы он имел не только одну, но и две или три пары рулонов, а также был как можно более современным и хорошо оснащенным. Хорошая автоматическая линия обычно оборудована тремя отдельными верстаками – загрузочным, рабочим и разгрузочным пространством для выпускаемых листов. Мощность электропривода, установленного на прокатном стане, также имеет большое значение, чем выше, тем быстрее система может функционировать, тем больше продукции она производит за единицу времени.
- Это оборудование также должно быть самого высокого качества, так как гофрированный лист должен быть обрезан без ущерба для его формы, заусенцев и других дефектов, которые снижают стоимость продукции.
- Отделение для хранения готовых профилированных листов.
Производственная линия по производству гофрокартона контролируется специальной системой. Это может быть как относительно просто, так и очень сложно.
Простая система управления не обеспечивает высокую степень автоматизации производственного процесса, но может быть использована людьми с низкой квалификацией. Но сложная система управления заводом повышает эффективность работы завода.
Однако не каждый сможет справиться с такой системой, использование которой требует привлечения специалистов с большим количеством технических знаний.
При производстве профилированного листа на автоматических линиях количество рулонов напрямую зависит от количества рулонов, подлежащих прокатке. Они расположены попарно друг на друга. Между отдельными парами валков имеется небольшой зазор. Стальной лист, из которого изготовлен гофрированный лист, немного меньше, чем толщина указанного зазора (а иногда и эти значения совпадают).
Первая заготовка проходит через валки, и этот процесс выполняется несколько раз подряд, так как обычно невозможно получить желаемую форму листа за один проход. За один проход заготовка сгибается между роликами на определенную величину. Давление на заготовку снижается до минимума, что гарантирует идеальный результат конечной деформации.
Важно не переусердствовать с количеством пар валов роликов. Слишком большое количество деталей проходит сквозь них, что может привести к разрушению слоя цинка стального листа. Кроме того, на качество гофрированного листа влияет качество стальных сплавов, из которых изготавливаются валки, и чистота их обработки.
Специалисты советуют закупать оборудование у зарубежных производителей (например, финских) или отечественных производственных линий и никогда не обращают внимания на оборудование, используемое для производства профилированного листа для китайских компаний. И, наконец, по возможности, лучше покупать новые профилирующие линии, чем подержанные, так как технические возможности этих линий, как правило, очень ограничены из-за их износа.
Источник: http://tutmet.ru/proizvodstvo-izgotovlenie-proflista-oborudovanie-stanok-linija.html
Оборудование для производства гофрокартона
В связи с постоянно растущим спросом на гофрокартон производство и дистрибуция гофрокартона становится все более прибыльным бизнесом.
Технология производства гофрированного листа основана на процессе холодной прокатки листов между специальными рулонами, верхняя часть которых служит перфорацией, а нижняя – матрицей.
Именно конфигурация этих роликов определяет форму профиля, который сохраняет поверхность листа. Профиль может быть прямоугольным, трапецеидальным или волнистым.
Оборудование для производства гофрокартона можно разделить на две основные категории – ручные машины для производства малых серий гофрокартона и производственные линии для производства гофрокартона в промышленных масштабах.
Ручное оборудование для производства гофрированного картона
Такие машины в основном используются в малой промышленности и в строительстве дистанционных машин, когда поставка небольших серий готового профилированного листа просто нецелесообразна.
Ручные установки для производства гофрированного листа позволяют производить до 150 листов гофрированного картона за 8-часовую смену. Фактически, такой станок представляет собой ручной гибочный станок, усилие зажима которого используется для крепления оцинкованного листа к рабочему столу, а специальная направляющая сгибает лист под определенным углом для формирования профиля поверхности.
Так как ширина рабочего стола в портативных машинах ограничена и не превышает 2,5 м, такие машины для гофрированного листового металла не могут обрабатывать намотанную сталь. Первыми заготовками являются Листы оцинкованной стали, размеры которых не должны превышать 2,5 x 1,2 метра.
.
Преимущества ручных машин для производства рифленого железа обусловлены их мобильностью и эффективностью (им не требуются источники энергии, поскольку они используют силу человеческой мышцы). Такие гофроагрегаты также просты в установке, не требуют специального производственного оборудования и имеют короткий срок окупаемости.
https://www.youtube.com/watch?v=VAlGyMWenG8
Недостатками таких машин являются низкая производительность, высокая вероятность ошибок в виде роликов и двойное гофрирование, возможность использования листовая сталь толщиной не более 1,0 мма также высокую вероятность образования микротрещин в слое полимерного защитного декоративного покрытия пластины. По этой причине не рекомендуется обрабатывать окрашенный металл на таких машинах.
Многие российские машиностроительные компании производят ручное оборудование для производства гофрокартона, стоимость которого колеблется от 70 до 100 тысяч рублей в зависимости от качества и оснащения.
Линии промышленного производства гофрокартона для производства гофрокартона
При необходимости выполнения 10-12 операций профилирования поверхности одного листа на ручной машине, промышленные машины представляют собой проточные линии, которые могут производить до 32 погонных метров профилированного листа в минуту. В то же время их производительность практически не зависит от высоты профиля и размера листа готовой продукции. Кроме того, чем длиннее длина профилированного листа, тем короче время работы гильотинных ножниц и тем выше производительность линии.
Как уже упоминалось, высокий спрос на профилированный лист и простота технологии производства привели к тому, что многие инжиниринговые компании создали производственные линии по производству гофрированного картона. Поэтому сегодня нетрудно приобрести гофроагрегатное оборудование. Все, что вам нужно сделать, это решить, какую марку гофрированного картона производить.
Чем выше высота трапеции и чем сложнее форма профиля, тем дороже становится комплект необходимого оборудования.
Это в значительной степени зависит от цены и производителя. Это может быть оборудование известной европейской марки, российской компании или станкостроительного производства Китайской Народной Республики.Большой спрос в России и странах СНГ пользуется китайское оборудование для производства гофрокартона, стоимость которого значительно ниже, чем у европейских или российских коллег.
Для оснащения производственных линий, на которых производится гофрированный картон, требуется следующее оборудование основные свойства:
- Сырье – оцинкованная сталь или сталь с защитным декоративным полимерным покрытием;
- Максимальная ширина рулона составляет 1250 мм;
- Толщина стального листа – 0,45-1,2 мм;
- Режим работы установки – автоматический;
- режим подачи тюков полуавтоматический;
- Установленная мощность электрооборудования составляет 13-17 кВт;
- Монтажные размеры линии составляют ок. 18000×2600×1700 мм;
- Производительность – от 20 до 32 часов гофрированного листа в минуту.
Она состоит из промышленной линии по производству гофрированного картона, состоящей из следующих основных агрегатов.
Двухбалочный или консольный размоточный станок
Установка предназначена для установки рулона тонколистовой стали, используемой в качестве сырья для производства профилированного листа, который подается на прокатный стан из размотчика в рулон.
На современных автоматизированных линиях скорость подачи листов контролируется системой автоматизации, позволяющей синхронизировать процесс размотки с другими технологическими процессами. На многих установках на размоточном устройстве установлен специальный роликовый резак, который автоматически разрезает стальную ленту при необходимости замены рулона.
Особенности двухступенчатой катушки размотчика Следующий:
- Максимальный вес стального рулона составляет 10 тонн;
- Мощность привода – 3 кВт;
- Внутренний диаметр стального катка (посадочный размер) – 480-650 мм;
- Габаритные размеры – 2600×1600×1700 мм;
- Вес устройства составляет 1100 кг.
многоцелевой фрезерный станок
Здесь производство гофрокартона происходит напрямую – оборудование прокатного стана состоит из нескольких основных элементов. Это металлическая рама с роликами, электродвигателем и пневматической или масляной станцией, установленной на вращающихся валах.
Форма рулонов соответствует профилю выпускаемого листа. С помощью гидравлического или пневматического привода катки “обжимают” стальную ленту и постепенно формируют заданный профиль во время движения. Валы с прикрепленными к ним роликами приводятся в действие электродвигателем и цепным приводом.
Профилирование может выполняться в соответствии с одновременной и последовательной схемой. При одновременной технологии прокатки все валы гофрированного листа формируются из первой клети прокатного стана. Это гарантирует равномерное профилирование и уменьшает размер фрезерного станка.
Основные характеристики проката мельниц следующие:
- количество рабочих мест составляет от 10 до 15;
- Мощность электроприводов – 6-9 кВт;
- Габаритные размеры (длина, высота, ширина) – 7000-12000×1600×1600×1600×1400 мм.
Электромеханические или пневматические гильотинные ножницы
Ножницы устанавливаются на последнюю клеть прокатного стана и служат для резки готового листа из гофрированного листа определенной длины. Гильотинные ножницы оснащены специальными лезвиями специальной формы, напоминающими профиль поверхности листа. Таким образом, вы сможете Избегайте сдавливания краев профильной пластины во время обрезки.
. Это особенно важно для несущего гофрированный картон с большой высотой профиля.
Особенности отрезного станка Следующий:
- Мощность привода – 3 кВт;
- Габаритные размеры – 1500×400×1100 мм;
- весит 550 кг.
получатели
Эта машина завершает производственную цепочку по производству профилированных листов. Приемное устройство используется для приема и временного хранения готового гофрокартона. Отсюда конечный продукт передается на участок упаковки.Приемники для многих современных прокатных станов оснащены тележками и автоматическими штабелерами.
характеристики приёмника Следующий:
- Габаритные размеры (длина, ширина, высота) – 9000-1400×1350×1200 мм;
- весит 350 кг.
Автоматизированная система управления линией
И последнее, но не менее важное, – это система автоматизации линии по производству листового металла. Современные автоматизированные системы управления такими установками создаются на базе совершенных многофункциональных промышленных систем управления. Они позволяют контролировать все технологические процессы с синхронизацией всей системы.
Автоматизированные системы управления могут управлять скоростью прокатки с помощью данной функции оптимизации качества или длины партии. Они также могут контролировать процесс отгрузки и отслеживать конечный продукт, устанавливая необходимые паузы процесса.
Это стало возможным благодаря установке большого количества различных датчиков, которые обеспечивают систему всей необходимой информацией.
Панель управления автоматического управления оснащена сигнальными индикаторами всех агрегатов производственной линии, а также системой сигнализации.
Выше вы найдете краткое описание стандартного оборудования для производства гофроагрегатов, в комплект поставки которого, как правило, входит следующее оборудование, цена которого отличается от базовых затрат дополнительные опции.
Это может быть роликовый резак для резки стального листа, подаваемого из размотчика, автоматический укладчик или штабелер, установленный на пикапе. Иногда установки по производству гофрированного картона оснащаются вилочными погрузчиками или электропогрузчиками. Они используются для установки тонколистовой рулонной стали на размотчик и транспортировки готовой продукции от приемного устройства на склад.
| фирменный продукт
гофрированный лист |
стоимость оборудования в рублях с учётом НДС |
||
| Просто. комплектация |
Бизнес комплектация |
первоклассный комплектация |
|
| C8 | 950,000 | 1310,000 | 1550,000 |
| С10 | 1000,000 | 1360,000 | 1,650,000 |
| C18 (MP20) | 1250,000 | 1,610,000 | 1,900,000 |
| С21 | 1200,000 | 1,560,000 | 1850,000 |
Вы можете приобрести оборудование для производства гофрокартона, заплатив поставщику авансом. Обычно они находятся в пределах 10% от стоимости производственной линии. Остаток оплачивается, когда машина готова к отгрузке. Приемка может осуществляться либо на заводе-изготовителе, либо непосредственно на территории заказчика
| профиль бренда
лист |
Цена оборудования в зависимости от от мощности сети в рублях с учетом НДС |
|
| Оборудование трапециевидной террасы, цена линии в зависимости от скорости движения.
30 м/мин. |
Оборудование для гофрированного железа, цена линии со скоростью вращения
40 м/мин рулонный |
|
| C8-1150, C10-1100,
С10-1150 |
1 890 000 | — |
| CH10-1100, CH10-900. |
2 070 000 | 2 660 000 |
| CH15-1000, CH15-800. |
2 560 000 | 3 090 000 |
| С18-1100 (волнистый профиль) |
2 440 000 | 2 980 000 |
| С 18-1096, MP20-1100, S21-1000,
С21-1080 |
1 970 000 | 2 190 000 |
| HS35-1000 | 3 190 000 | — |
| Н44-1000 | 3 170 000 | — |
| Н57-750 | 3 930 000 | — |
| Н60-845 | 4 380 000 | 4 780 000 |
| Н75-750 | 4 190 000 | — |
| Н114-600 | 12 300 000 | — |
| Н153-840 | 16 590 000 | — |
Oprofnastile.ru
Источник: http://oprofnastile.ru/proizvodstvo-profnastila/oborudovanie-dlja-profnastila.html